A flexible solution for a tough problem:
Conveyor belts are an integral part and paramount to the operation of any plant in the mining, quarrying and fossil power industries among others. However, due to the abrasive nature of the materials transported, conveyor systems are constantly exposed to heavy wear and impact damage. Sharp stone edges and other abrasive media gradually cut off rubber parts, causing wear and premature failure to its components. If these issues are not addressed as soon as possible, small rips or tears can grow bigger. Eventually, the entire belt will completely fail and will require extensive repair or even replacement. Broken conveyor belts in production environments can lead to significant production and financial losses.
The working environment of the conveyor belt in these challenging industries requires tough, durable repairs able to withstand the abrasion and impact attack. Some repair methods can be time consuming as well as requiring special equipment and hot work. Alternatively, the belt could be replaced but this is an expensive alternative that also increases downtime.
Common methods for conveyor belt repair
This article examines the three main methods available for conveyor belt repair – hot vulcanisation, mechanical fasteners and cold bond resins.

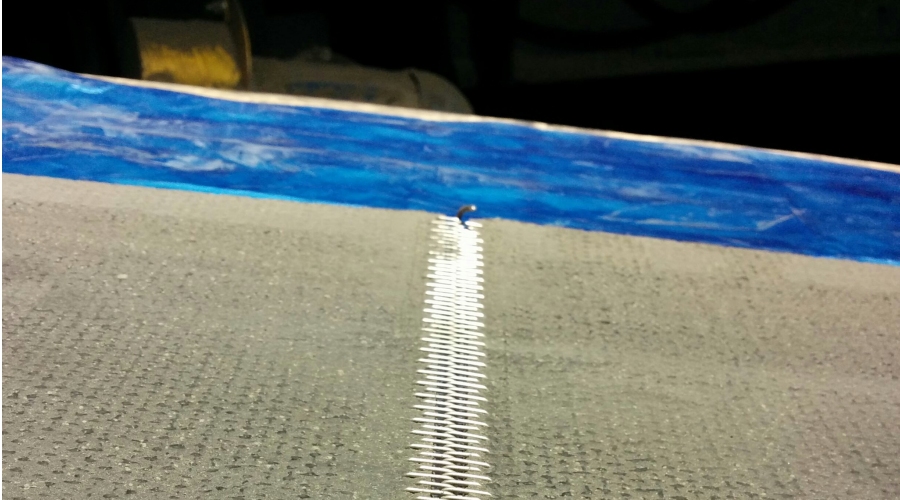
Damaged conveyor belt
- Hot vulcanisation
Vulcanisation is a chemical process which consists of forming cross-links between individual polymer molecules by treating the rubber with heat and pressure. The rubber is compressed between two metal plates, resulting in a strong chemical bond. By using vulcanisation, damaged or lost sections of the belt can be replaced without excessively affecting the belt strength. The repair of the belt is carried out on a trimmed, cleaned, and localised area. If the belt damage is large, more than 25% of the belt width, vulcanized splicing would be the preferable repair method. Vulcanisation offers a strong, long-lasting repair with minimal risk of snagging, tearing and other wear to the belt.
During the vulcanisation process, several factors must be taken into account to ensure a good repair. As a vulcanised repair must be performed by a skilled and trained professional, it often requires time for a specialised vulcanising crew and equipment to be brought on site, which can require long shutdowns. The time required for the procedure itself must be taken into account as the cooling phase can take several hours to reach the cooling limit temperature. The process needs specific conditions regarding temperature, compression and dwell time of the equipment, in addition to a moisture free work area, which can be difficult to achieve in certain circumstances. The condition of the belt would also affects the efficiency of the repair. Indeed, an old, dirty or unevenly worn belt will not always cure uniformly, which can result in a weaker bond and can cause the failure of the repair. The equipment is bulky and maybe difficult to install on site. It is also not practical on longitudinal repairs.
- Mechanical fasteners
Mechanical fasteners are formed by using special components manufactured from steel. The speed and simplicity of installation presents major advantages over the vulcanisation process. Depending on belt width and thickness, most metallic clips can be installed in less than one hour with simple hand and power tools as an emergency or temporary installation. They are also safe to install, since there is no exposure to heat or chemicals, and they can be used to patch holes, repair rips and edge tears, and bridge soft spots.
However, unlike vulcanisation, mechanical fasteners penetrate the belt, leaving holes where bacteria can accumulate, which can cause sanitation problems. They are also not as strong as vulcanised repairs, so tensile strength can be compromised, and they are subject to damage from corrosion, impact and abrasion.
Mechanical fasteners
- Cold bond resins
As discussed above, hot vulcanising is a well-established process, but can be very time consuming and often highly expensive. Metallic clips on the other hand provide a good emergency system, but if damaged by corrosion or impact, the clips can cause extensive damage to the conveyor belts and rollers. Cold cure flexible rubber repair resins offer a rapid and reliable alternative to metallic clips and vulcanisation techniques for ripped, worn and holed conveyor belts.
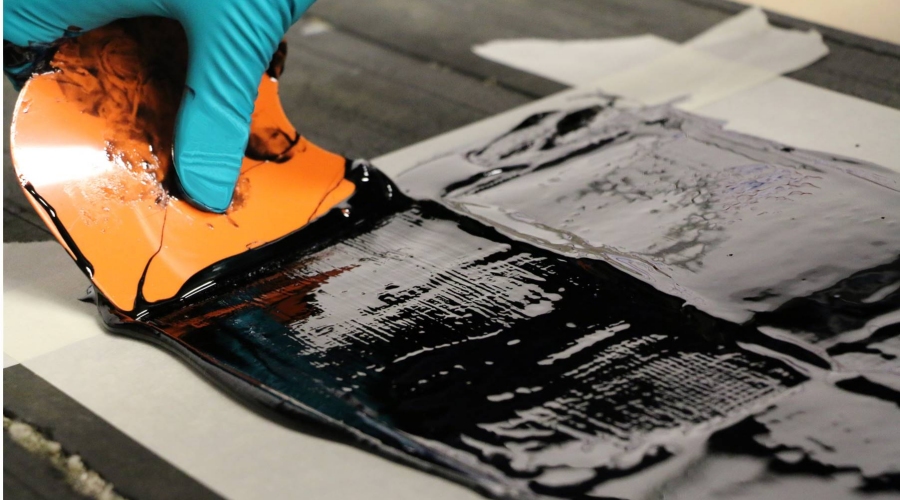
Conveyor belt repaired with Belzona flexible resin system
These flexible materials can be used in-situ where high build, durability and elasticity, as well as good abrasion and tear resistance are required. They are easy to apply without the need of specialist tools and they cure at room temperature, eliminating the need for hot work. They will not corrode and will resist a wide range of chemicals.
Cold bonding repair solutions for conveyor belts
These materials can be used to repair belt components affected by cover gouges, fabric damage, holes, scoring, wear cuts and tears to belt covers.
- Worn areas
The surface or cover of conveyor belts can often become worn and frayed due to abrasion. This exposes the reinforcement layer within the belts, which, if left exposed, can absorb moisture and lead to the complete delamination of the top cover.
Cold bond resin materials have the ability to resurface these worn areas on-site and in-situ, in a fraction of the time that it would take to perform a conventional repair.
For rips and tears longer than 6 inches (15 cm), or where the ultimate strength of the belt is questionable, it may be advisable to incorporate mechanical fasteners at approximately 3 inches (7.5 cm) centers. These ultimately become an integral part of the repair. Holes in the belt may be filled with a flexible resin incorporating layers of reinforcement sheet. If these holes are large or the belt strength questionable, it is best to square off the damaged area with a razor knife and peel back the surface rubber over the plies. Another piece of similar conveyor belt is then cut, stepped and bonded in place, essentially creating a four-sided lapped joint.
- Joints and splicing
In any conveyor system, the joint portion is the weakest area in the belt. Failure of joints or splices can lead to an increase in plant downtime as well as maintenance costs. Flexible repair resins can offer a good tensile strength and therefore can be used to join and splice conveyor belts or rebond filler strips in vulcanised joints. The following application procedure highlights the main steps to perform a splicing repair with Belzona 2000 Series of Elastomers.
Application Details
The belt is first cut out, prepared and treated with the appropriate conditioner to achieve maximum adhesion to the belt substrate. Masking tape is placed just inside the conditioned area and the Belzona flexible material is mixed in accordance with the instructions for use. The following specific application know-how should be followed.
- Delaminated fingers
For delaminated fingers, a piece of polyethylene sheet is placed under the damaged area. The Belzona material is then mixed and applied to fill the area and finish flush.
- Finger splicing a joint
The split joint is laid onto a flat surface and all surfaces of the fingers to be bonded are individually wet out with the Belzona product. The fingers of the joint are aligned using a straight edge and a final surfacing layer of Belzona material is applied before wrapping in polyethylene sheet and clamping firmly in position. Once cured, any excess material can be removed with a sharp knife. All masking tape is removed immediately after application and before the Belzona material cures.
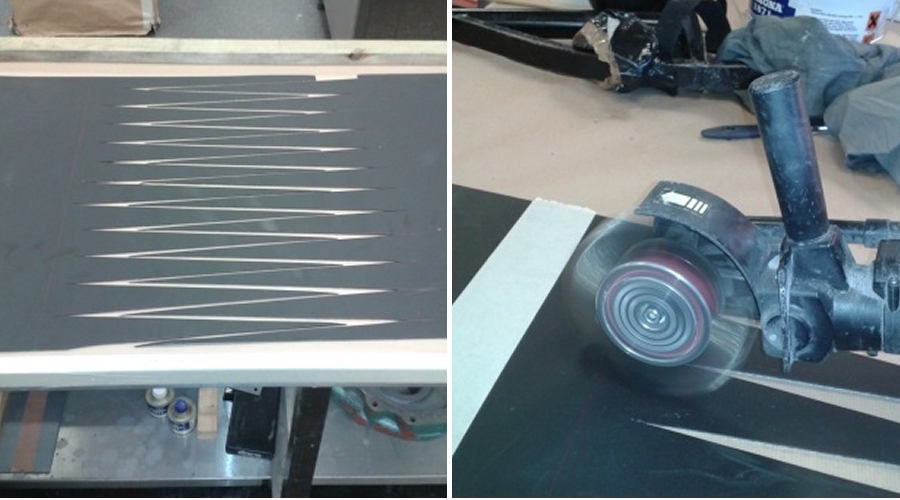
Split Belt / Preparation of Belt

Wetting out the fingers with Belzona material / Fingers and first coat applied
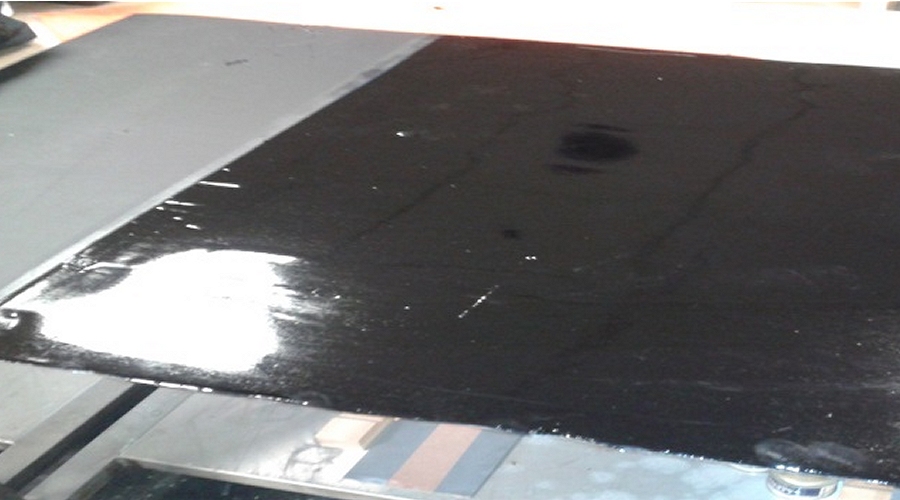
Finishing top coat applied
- Fastener sealing and protection
Clip joints are often used to join conveyor belt ends. However, metal clips are subject to corrosion, impact and abrasion damage, which can cause premature failure of the fasteners. Gaps between fasteners will allow material in transit to fall through the joints, causing an issue of safety. Exposed, worn and damaged fasteners can injure personnel and damage packaging being transported. Cold bonding resins can be used to seal metallic clips and thus protect them from corrosion, mechanical damage and extending the life of the joint.
Case study: Conveyor belt repair saved coal terminal expensive downtime.
A conveyor belt in a coal terminal in South Louisiana, USA, had a 2 x 2 ft (0.6 x 0.6 m) area heavily damaged. The coal conveyor belt was caught on the roller which caused the belt to burn. The customer needed the conveyor belt to be back in service quickly as the unloading of a ship was scheduled for the following week. A vulcanized repair would have taken a few days for the equipment to be brought on site, which would have delayed the unloading of the ship. Belzona was contacted to investigate if a repair using Belzona 2000 Series Elastomers would be a suitable and time-saving alternative.
The belt was prepared using a grinder and roughing brush. Belzona 2911 (Elastomer QD Conditioner) was then applied and dried to touch, followed by Belzona 2111 (D&A Hi-Build Elastomer) applied to the surface. The reinforcement sheet was impregnated with Belzona 2121 (D&A Hi-Coat Elastomer) and placed across repair area.
As the belt was over water, getting equipment to site was going to be a challenge. The client saved significant time and money as demurrage of the unloading would have cost him $2,000 for each day the ship could not have been unloaded. After one year in service, the client experienced no problems with the repair and the belt is still in use. The customer was extremely satisfied by the Belzona solution and has made a repair on another belt since this application.
Belzona Polymerics Limited
- Belzona was first established in 1952 in Elland, West Yorkshire before moving to its current Head Office in Harrogate in 1992.
- Belzona is a world leader in the design and manufacture of polymer repair composites and industrial protective coatings for the repair, protection and improvement of machinery, equipment, buildings and structures.
- Belzona is not just a product but a complete service with a global distribution network of over 140 Distributors operating in 120 countries.
- Belzona operates from four corporate offices in Harrogate, UK, Miami, USA, Chonburi, Thailand and Ontario, Canada.
- At Harrogate, the full Belzona product range is manufactured to stringent quality and environmental control guidelines complying with the requirements of ISO 9001:2008 and ISO 14001:2004.


{{ commodity.name }}
{{ post.title }}
{{ post.date }}
Comments